激光焊接
技术特点
激光焊接可以采用连续、脉冲两种能量输出方式,根据能量密度的不同,激光焊接分为激光热导焊和激光深熔焊两种模式。通常,激光能量密度小于10^4~10^5 W/cm2为热导焊,激光的入射能量密度较低,工件吸收的能量不足以使金属汽化,只发生熔化,此时金属的熔化是通过对激光辐射的吸收及热量传导进行的。由于没有蒸汽压力作用,热导焊时熔深一般较浅。激光能量密度大于10^5~10^7 W/cm2时为深熔焊,这个能量密度级别的激光可以在极短时间内使加热区的金属汽化,从而在液态熔池中形成一个小孔,称之为匙孔。光束可以直接进入匙孔内部,通过匙孔的传热,获得较大的焊接熔深。
激光焊接的特点为:
![]() 能量密度高,焊缝深宽比大
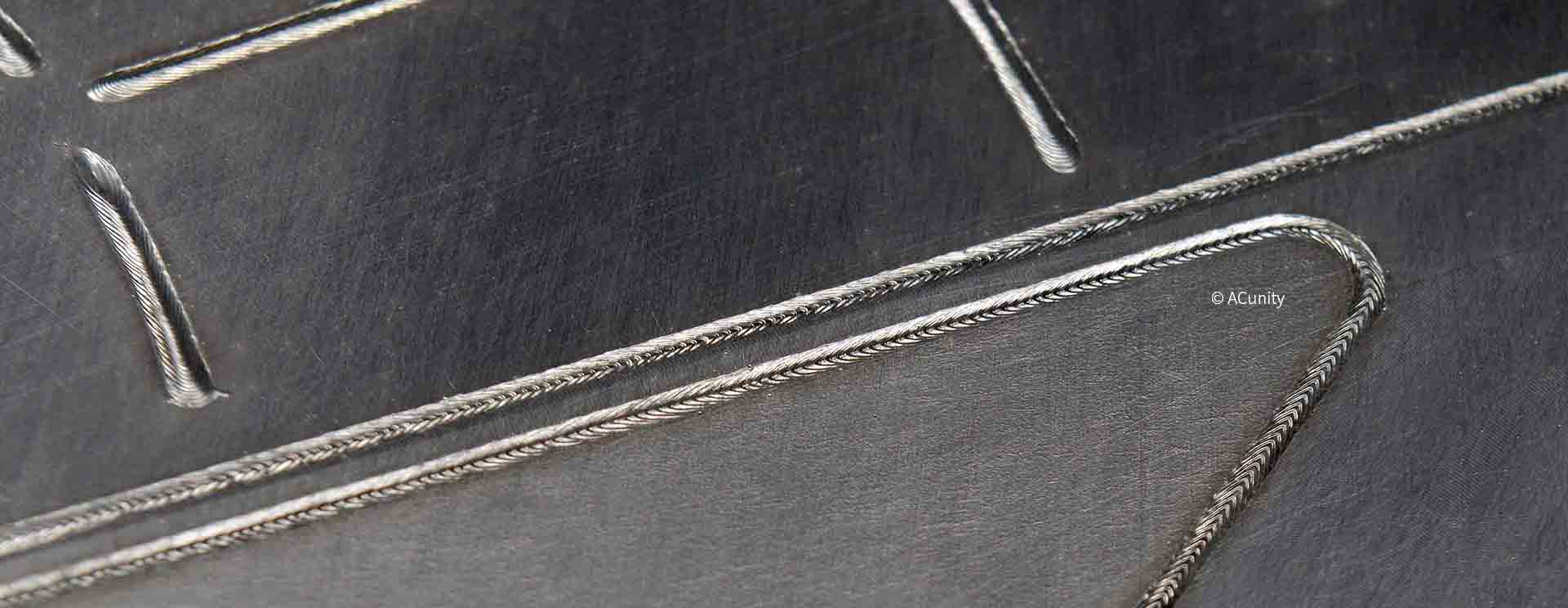
能量密度高,焊缝深宽比大
![]() 焊接变形小
焊接变形小
![]() 焊接速度快、效率高
焊接速度快、效率高
![]() 能量精确可调
能量精确可调
![]() 可焊材料广,也可焊接异种材料
可焊材料广,也可焊接异种材料
![]() 光束可根据需要进行定制化设计
光束可根据需要进行定制化设计
技术优势
![]() 激光-电弧复合焊接:中厚板高效焊接
激光-电弧复合焊接:中厚板高效焊接
![]() 摆动光束焊接:难焊材料、异种材料焊接
摆动光束焊接:难焊材料、异种材料焊接
![]() 低真空激光焊接:高质、高效焊接
低真空激光焊接:高质、高效焊接
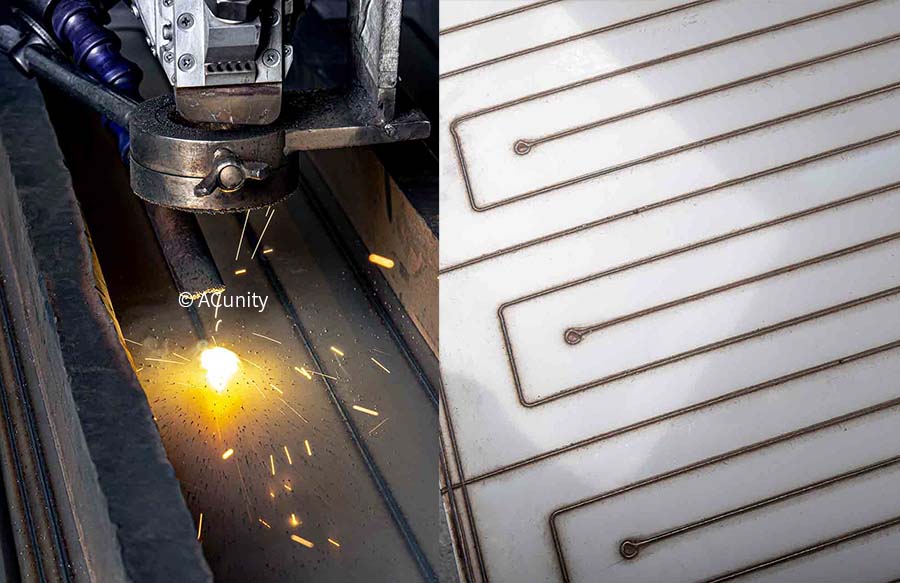
![]() 多焊缝构件低变形焊接:复杂焊接路径自动识别与规划
多焊缝构件低变形焊接:复杂焊接路径自动识别与规划
![]() 过程监控:熔池形态、温度、反射光实时监测,焊缝自动跟踪
过程监控:熔池形态、温度、反射光实时监测,焊缝自动跟踪
![]() 材料:钢、镍、钛、铝、异种材料等
材料:钢、镍、钛、铝、异种材料等

技术背景
激光焊接技术具有低热输入、低变形、高效率等显著优势,已广泛应用于现代工业生产,包括汽车、轨道交通、能源、航空航天、钢铁、电子等多个行业。新型大功率高亮度激光器的问世,光束成形技术的飞速发展,使得当前激光焊接技术出现更多样化的发展。