EHLA 系统
技术特点
轴对称类零部件表面涂层制备新型解决方案
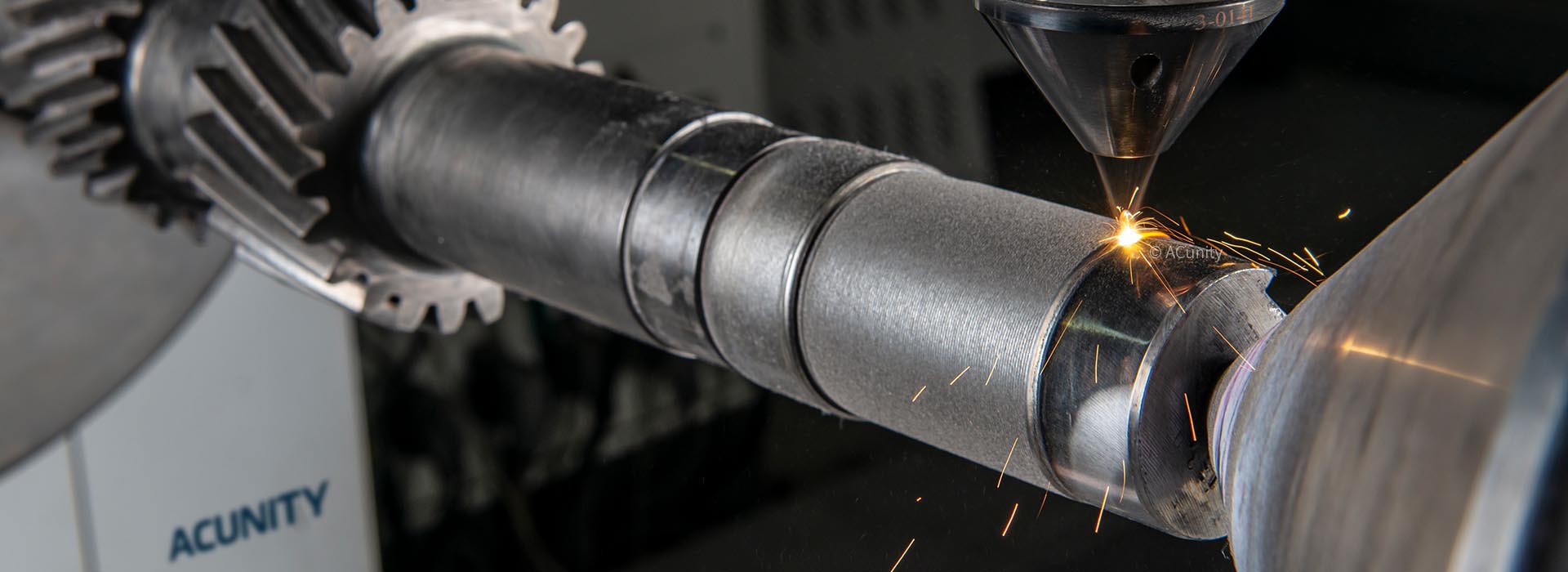
超高速激光熔覆技术主要用于提高零件表面的耐磨、耐腐蚀、耐高温、及抗氧化等性能,从而达到表面改性或修复的目标,满足了对材料表面特定性能的要求。
常规激光熔覆过程,激光能量主要用于熔化基体材料形成熔池,粉末注入熔池后熔化,再凝固形成防护涂层。
超高速激光熔覆技术本质上改变了粉末的熔化位置,使粉末在工件上方就与激光交汇发生熔化,随之均匀涂覆在工件表面。其熔覆速率可高达20-200m/min,因热输入小,热敏感材料、薄壁与小尺寸构件均可采用该技术进行表面熔覆,而且可用于全新的材料组合,例如铝基材料、钛基材料或铸铁材料上涂层的制备。由于涂层表面质量明显高于普通激光熔覆,只需要简单打磨或抛光即可应用,因此材料浪费、后续加工量都大大减少,在成本、效率、及对零件的热影响上超高速激光熔覆都具有不可替代的应用优势。

技术优势
高效低成本
![]() 熔覆线速度20-200m/min
熔覆线速度20-200m/min
![]() 熔覆效率 0.8-1.2m²/h(取决涂层厚度)
熔覆效率 0.8-1.2m²/h(取决涂层厚度)
![]() 粉末利用率最高可达95%以上
粉末利用率最高可达95%以上
![]() 后续无需车削加工,可直接精磨或抛光
后续无需车削加工,可直接精磨或抛光

高质量高适应性
![]() 硬质不锈钢耐蚀涂层硬度达到HRC50以上,无蚀点
硬质不锈钢耐蚀涂层硬度达到HRC50以上,无蚀点
![]() 超硬耐磨涂层硬度可达HRC65以上,适用各类面摩擦和冲击磨损
超硬耐磨涂层硬度可达HRC65以上,适用各类面摩擦和冲击磨损
![]() 适用涂层厚度0.05-1mm
适用涂层厚度0.05-1mm
![]() 高表面质量,熔覆后表面粗糙度可达Ra25μm
高表面质量,熔覆后表面粗糙度可达Ra25μm
![]() 适用铁基、镍基、钴基、铜基、复合材料等多种材料体系
适用铁基、镍基、钴基、铜基、复合材料等多种材料体系


EHLA 系列



拷贝副本-17020899909.jpg)

超高速激光熔覆喷嘴
ACunity以传统同轴喷嘴为基础, 开发出新型超高速激光熔覆喷嘴并注册专利,创新性的采用了即插即用可更换粉尖的解决方案,以满足于产业化批量生产对于损耗件成本控制,以及加工质量的要求。粉尖模块采用整体式设计,由内锥体和外锥体组成。该模块可以通过相应的形状和位置公差进行预组装,进行更换,无需人工调整。粉末喷嘴的间隙尺寸和耐磨性都可以按生产要求进行调整。更换粉尖的转换时间可控制在1-2分钟即能完成,工艺的复制性很高。

超高速激光熔覆专用送粉器
金属材料的激光熔化沉积过程,工艺过程受很多因素的影响,如加工材料、激光功率、熔覆速率、保护气体以及送粉特性等。送粉的稳定性与粉末流汇聚特性是决定沉积层质量与加工效率的关键之一。尤其是在规模化的大批量生产过程中,熔覆喷嘴是一个非常重要的耗材,要经历长时间的粉末冲刷、熔池反射光的辐射,常常会应为流道受损、高温粘粉等直接影响涂层质量。
