
ACunity Lab
在以粉末为填材的激光熔覆、激光修复、激光增材制造工艺中,都需要用到粉末传输技术,粉末在传输过程中的稳定性、粉斑的汇聚特性、粉末浓度分布特性等对加工质量、加工效率有重要的影响。
ACunity基于粉末流同轴监测系统、模拟仿真等方法,对不同类型喷嘴的粉末传输特性进行了系统科学研究,用于不断改善喷嘴结构、优化送粉工艺,使得激光束与粉末流在空间以理想的状态交汇,并保持长期的稳定,提高粉末利用率与熔覆效率。
• 耐蚀涂层
• 超高速激光熔覆涂层特征
金属材料的激光熔化沉积过程,工艺过程受很多因素的影响,如加工材料、激光功率、熔覆速率、保护气体以及送粉特性等。送粉的稳定性与粉末流汇聚特性是决定沉积层质量与加工效率的关键之一。尤其是在规模化的大批量生产过程中,熔覆喷嘴是一个非常重要的耗材,要经历长时间的粉末冲刷、熔池反射光的辐射,常常会应为流道受损、高温粘粉等直接影响涂层质量。
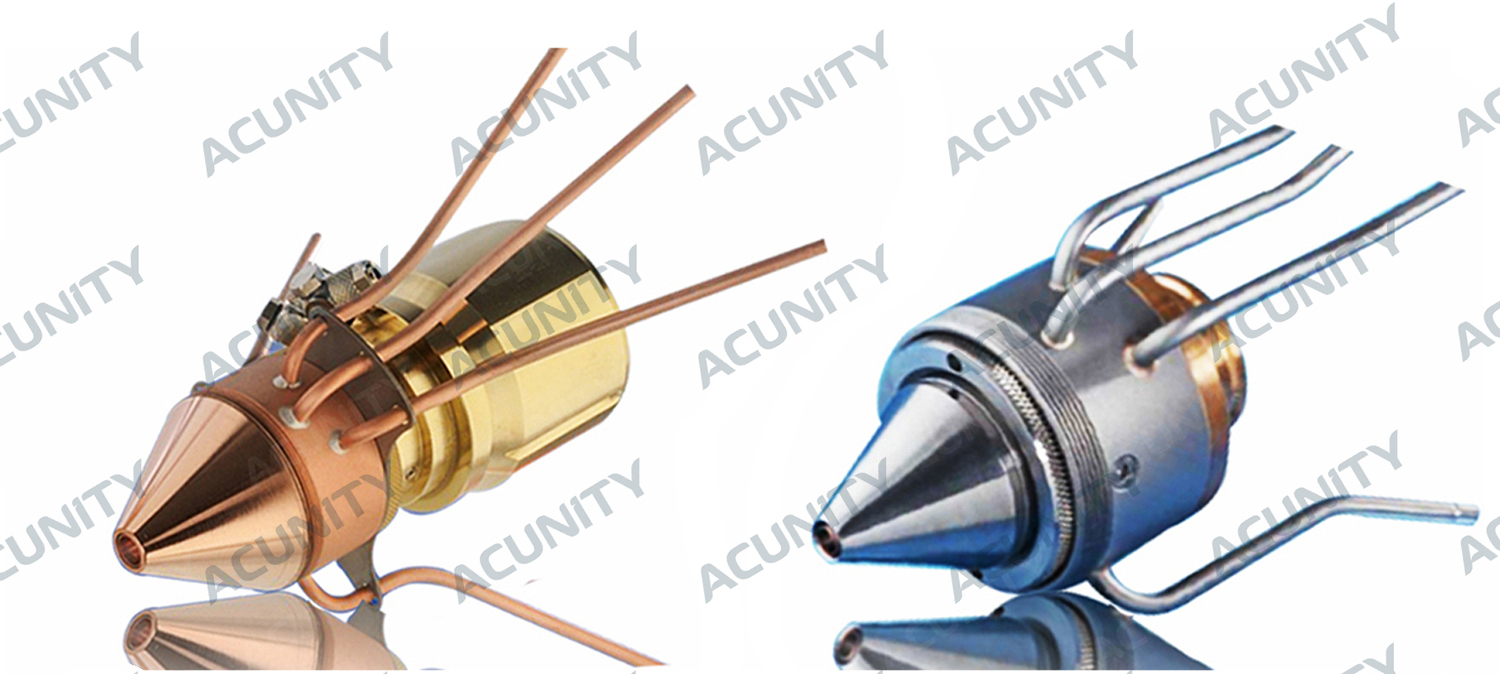
ACunity以传统同轴喷嘴为基础, 开发出新型超高速激光熔覆喷嘴并注册专利,创新性的采用了即插即用可更换粉尖的解决方案,以满足于产业化批量生产对于损耗件成本控制,以及加工质量的要求。粉尖模块采用整体式设计,由内锥体和外锥体组成。该模块可以通过相应的形状和位置公差进行预组装,进行更换,无需人工调整。粉末喷嘴的间隙尺寸和耐磨性都可以按生产要求进行调整。更换粉尖的转换时间可控制在1-2分钟即能完成,工艺的复制性很高。
针对目前激光熔覆高沉积率以及高送粉精度的需求,ACunity推出六束流高效3D送粉喷嘴,可承受超高功率(<20kw)的强大解决方案。六个粉末气体流同轴引导到激光束上,产生粉末气体束聚焦,复杂的内流道设计可使水冷贯穿到喷嘴尖部,超长工作距离(20mm)可充分降低熔覆过程中激光光束反射或飞行颗粒反弹到喷嘴上造成损坏的机率。喷嘴的模块化设计允许使用不同尺寸的耐磨精密管,可适用于不同的粉末大小要求以及大送粉流量。客户端可随时更换易损件(如镶嵌件)。六束流高效3D送粉喷嘴也会在今后超高效送粉3D打印过程中发挥其强大功能。

ACunity拥有亚太地区第一台粉末监测装备,并首次将其应用于实际生产环节,用于对激光熔覆过程送粉喷嘴工作状态监测及损伤检测,保证喷嘴作为核心部件始终在稳定状态下进行加工服务,精准判断其使用寿命。高精密的测量方法,保证了ACunity对喷嘴在不同的场景焦点的位置变换:例如送粉气体、保护气体的调节对于粉末焦点的影响,粉末颗粒大小对于粉末焦点的影响。通过层层扫描获得粉末流不同截面的浓度分布情况,可准确的告知操作人员粉末流焦点的准确位置,评定喷嘴工作性能,以及检测喷嘴在连续作业过程的磨损情况。



针对不同工业领域客户,ACunity系统研究了超高速激光熔覆过程粉末高温熔化、熔池高速冷却等特殊物理过程,科学选择粉末材料,制备不同类型的优质功能涂层,具有高致密、无缺陷、高结合强度、低稀释率等显著优势。涂层材料包括鉄基、镍基、钛基、铜基、钴基、锡基、金属基复合材料等多种类型。
与较低速率加工的传统激光熔覆方法不同,超高速激光熔覆(EHLA)在20-200m/min的高速下进行激光熔覆,粉末大多在空间被激光熔化,激光在基体材料上形成的熔池尺寸更浅、更小,具有超快的冷却速率。随着熔覆速率的增加,熔覆道之间的搭接率逐渐提高,可以建立如同“多米诺骨牌”般的多薄层搭接结构,赋予了涂层更均匀的微观组织结构,更小的残余应力以及对基体更低的热影响。超高速激光熔覆独特的金属粉末熔化与凝固特性甚至可以制备一些传统激光熔覆难以实现的涂层材料,如金属间化合物、非晶、金属玻璃、高比份金属复合材料等。
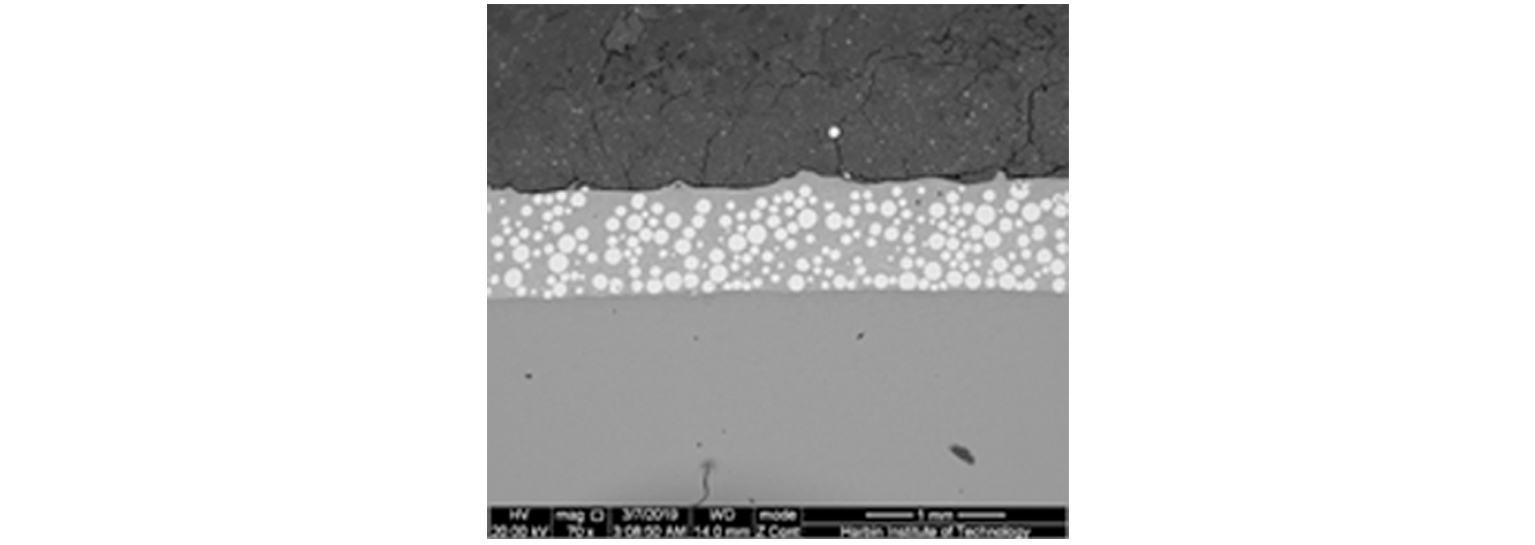
为实现良好的耐腐蚀性能,涂层材料多选择含Cr较高的不锈钢粉末或镍基粉末。
在较高激光熔覆的条件下,不锈钢涂层中可以形成尺寸仅为700nm的枝晶结构。随着熔覆速率的提高,枝晶更加细化,元素分布更加均匀。腐蚀试验表明,熔覆速率越快,涂层耐蚀性越好。因为在较高的激光熔覆速率下制备的涂层中发现了许多位错和堆积层错,非常利于钝化膜的成核,在涂层表面形成致密的钝化膜,提高防腐能力。
研究发现,涂层的点蚀多发生在枝晶与枝晶间的交界处,因为这里的Cr含量会有所降低,高熔覆速率使涂层的枝晶细化,成分分布均匀,更有助于提高涂层的耐蚀性。
• 硬质耐磨涂层
耐磨涂层的可以采用以下几种类型粉末制备
- 硬质合金粉末
- 填加具有增强相的复合材料粉末,如镍基WC粉末
- 原位生成增强相的金属粉末,如可原位生成VC、TiC增强相的铁基、钛基粉末等。
硬质耐磨涂层在激光熔覆过程中非常容易形成裂纹,因此裂纹控制是此类涂层制备的关键点。一些工业应用对涂层表面硬度的均匀性有较高的要求,因此对涂层表面硬质增强相的均匀分布控制更为重视。
在制备金属复合材料耐磨涂层时,超高速激光熔覆过程熔池小、涂层为叠加结构,更容易实现涂层种增强相与微观组织的均匀性控制,熔池冷却速率快、高温停留时间短,大大降低了增强颗粒与合金金属的反应时间,可减少裂纹倾向。
对于原位增强的硬质涂层,超高速激光熔覆过程熔池的高冷却速率,非常有利于增强相的充分析出,并获得均匀致密的组织结构,在细晶强化、第二相强化的作用下,其涂层硬度及硬度的均匀性均明显高于常规激光熔覆涂层。通过控制冷却速率,还可获得不同结构的增强相形貌。


环形喷嘴粉末流不同截面浓度分布特征
6束流喷嘴粉末流不同截面浓度分布特征
传统同轴喷嘴
第一代 EHLA喷嘴

新型高效EHLA喷嘴
六束喷嘴
不锈钢耐蚀涂层组织的宏观与微观结构
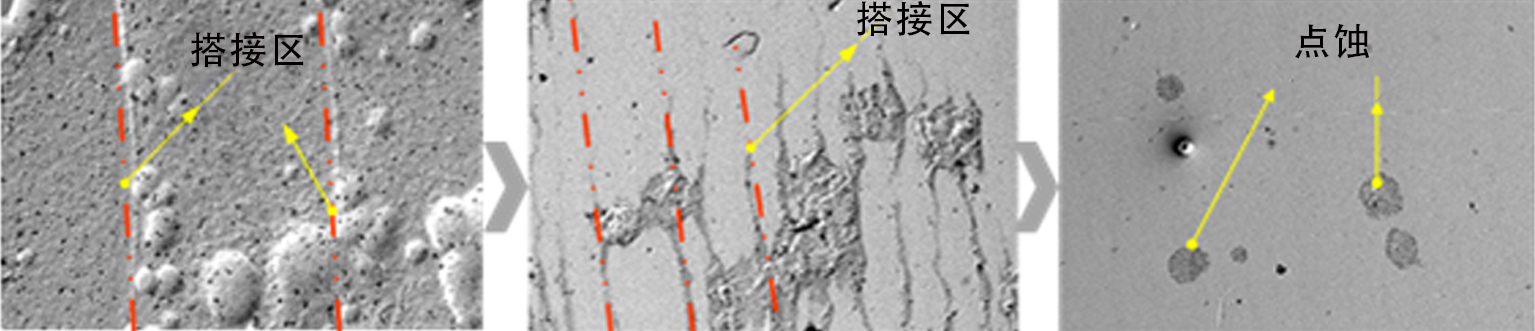
不锈钢耐蚀涂层腐蚀过程
超高速激光熔覆制备的WC增强镍基耐磨涂层
超高速激光熔覆制备的VC原位增强铁基耐磨涂层


